Referenzen im Sondermaschinenbau
Überblick über unsere Referenzen
Fertigungsautomation

Heizdrahtverlegeautomat
Der Fertigungsprozess beginnt mit dem Abziehen der Folie vom Haspel, die über eine Umlenkrolle unter das Messrad auf der Tischplatte geführt wird. Direkt im Einlaufbereich erfolgt die Trennung der Aluminiumfolie von der schützenden Deckfolie mittels einer Sensorumlenkrolle; die abgezogene Deckfolie wird dabei separat aufgewickelt.
1. Bearbeitungsstationen: Laser und Drahtverlegung
In der anschließenden Laserstation wird die Folie von unten bearbeitet. Ein servogesteuerter Laserkopf bringt Teilenummern, Montagehilfen und Synchronisationsmarkierungen auf oder perforiert notwendige Aussparungen. Danach erreicht die Folie den Belegtisch.
Eine Heizdrahtförderer-/ schneid-/ und -legeeinrichtung legt den Heizdraht direkt auf die Klebeseite der Folie ab, bevor dieser nach Abschluss des Vorgangs automatisch abgeschnitten wird.
2. Laminierung und Konfektionierung
Am Auslauf der Folienbahn wird das Verbundsystem aus Folie und Draht mit einer neuen Deckfolie zusammengeführt. Ein Walzprozess sorgt dafür, dass sich die Klebefolie eng um den Heizdraht schmiegt, was die spätere Wärmeleitung optimiert. Nach dem Verwalzen schneidet ein Elektromesser die Bahn auf die exakte Produktbreite zu, wobei die Randstreifen zur Entsorgung aufgewickelt werden.
3. Vereinzelung und Ablage
Abschließend trennt eine Querschneideinheit die Folie an der definierten Position. Ein Transportband befördert die fertigen Abschnitte zum Ablageportal. Dort hebt ein Vakuumsauger die Teile an und stapelt sie präzise in Kisten auf einem parallel laufenden Ausschleuse-Band.


Laser-Beschriftung
Diese Systemlösung ermöglicht das vollautomatische und individuelle Lasergravieren von medizinischen Schnelltests unter Einhaltung höchster Qualitätsstandards. Für eine nahtlose Prozesssteuerung wurde eine kundenspezifische Weboberfläche entwickelt, die als zentrale Schnittstelle dient. Über dieses intuitive Interface erfolgt sowohl die komfortable Bedienung als auch der direkte Datenaustausch der spezifischen Lasergravurparameter. Damit wird eine lückenlose Rückverfolgbarkeit und maximale Flexibilität bei der Kennzeichnung unterschiedlicher Produktvarianten sichergestellt.

Abwickeln
Spannen und automatische Abwicklung von Schlauchcoils angedockt an einer Montagevorrichtung.

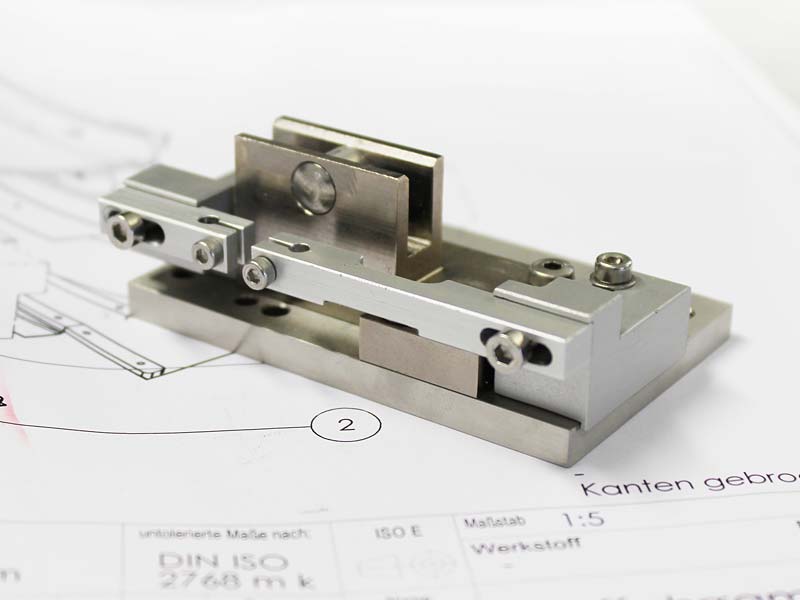
Schnellwechselbarer Eindrückstempel
An unterschiedliche Produkte angepasstes Wechselteil, gehärtet, Oberfläche TiN-beschichtet.

Komponente
Messer-Schnellwechselhalter mit integriertem Niederhalter.

Wickelaufnahme
Werkstückaufnahme für Wickelautomat, ausgewuchtet (12.000 min-1).

Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.

Lohnfertigung

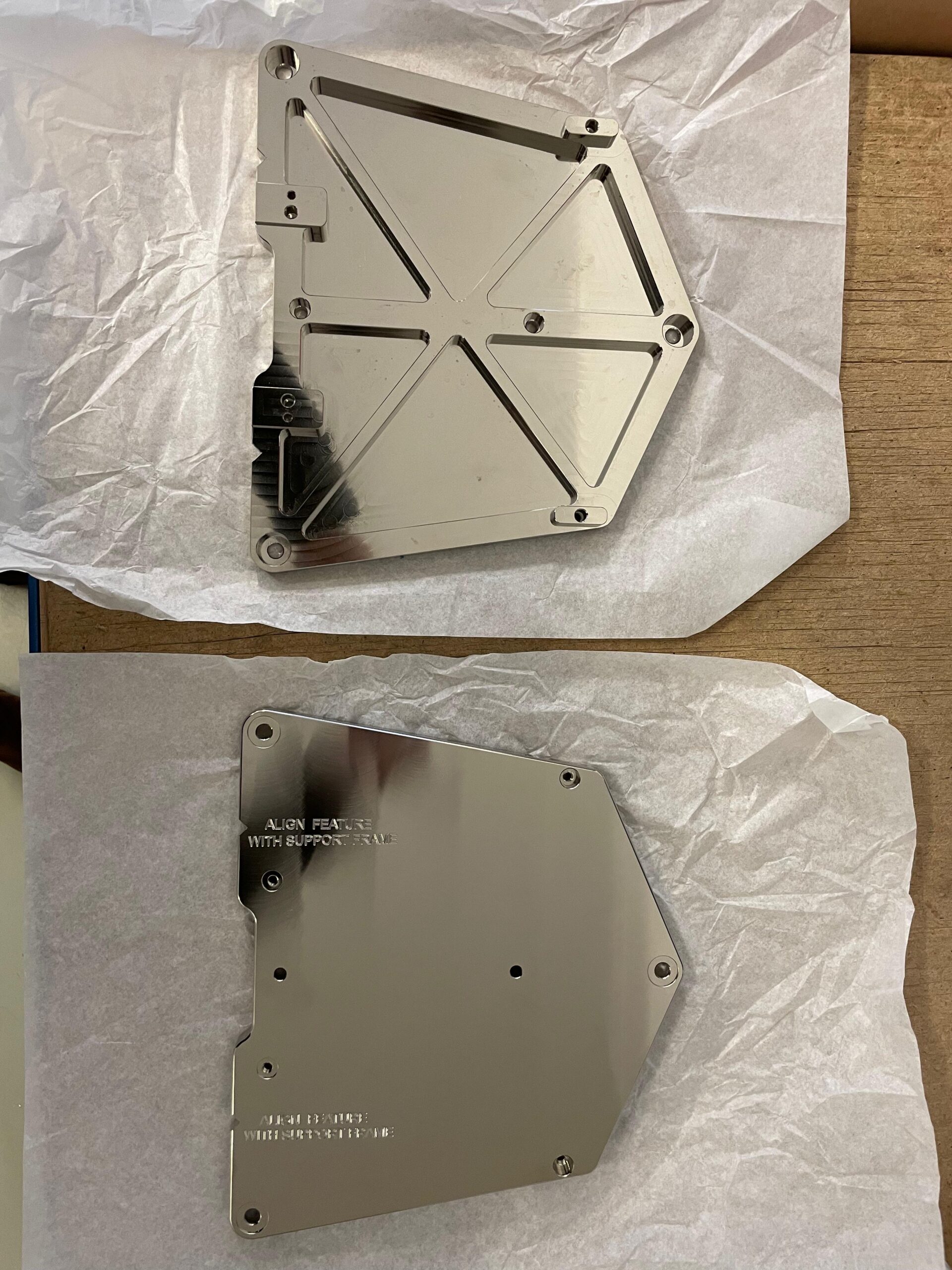
Gehäusedeckel
Dummy-Flasche
Führung

Geländerfuß


Hydraulik-Verteilerblock

Säulenhalter
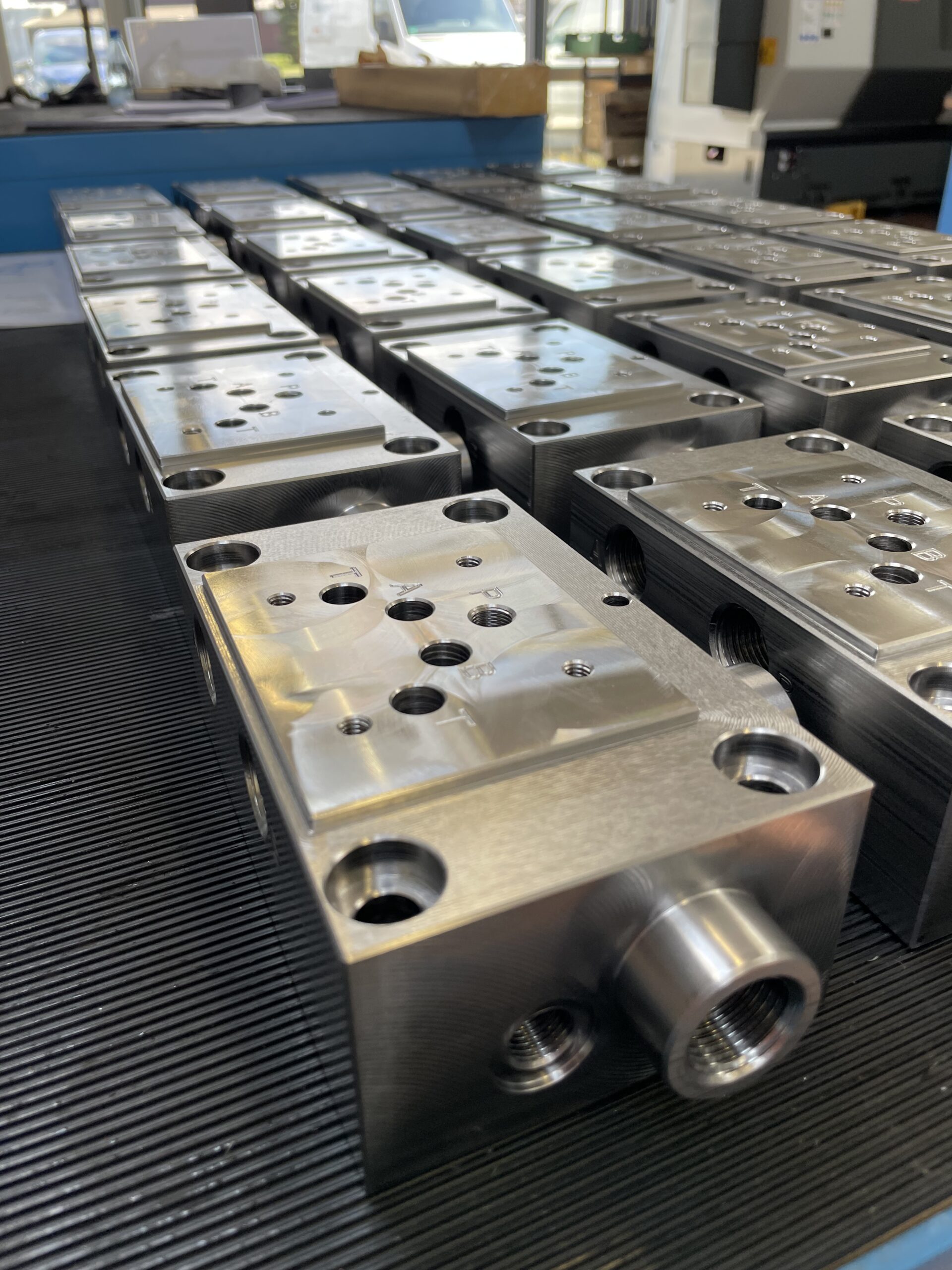
Serienfertigung-Hydraulik-Steuerblock
Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.

Aufspannvorrichtung
Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.

Maschinengestell
Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.


Speicher-Roboterzelle
Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.

Propofol Gestell
Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.


Werkstückträger
Steckerkontaktierung
Schnell wechselbarer Adapter zur elektrischen Kontaktierung zu prüfenden Serienteils.
Mechanischer Handarbeitsplatz

Montagevorrichtung für Köcher
Die verschiedenen Schritte zum Montieren einer Werkzeugaufnahme können im One-Piece-Flow auf den Montage-Hilfsvorrichtungen erfolgen.

Montagevorrichtung für Köcher
Eigens konstruiertes und gebautes Lasthebemittel bzw. Manipulator für bis zu 120 kg schwere Tragarme. Diese werden aufgenommen, gesichert, angehoben, um 90° gedreht (wg. unterschiedlicher Tragarme und deren verschiedene Gewichte ist die hier nicht zu sehende Öse für den Kranhaken in x-Richtung verschieb- und rastbar um ein optimales Handling zu gewährleisten) und dann in eine Transportkiste abgelegt, Sicherung gelöst und Lasthebemittel wieder aus der Kiste herausgehoben. Solche Konstruktionen sind ein wertvoller Beitrag zur beschleunigten und sicheren Arbeit. Bisher mussten min. 2 Mann die Tragarme verpacken, nun kann das einer allein, ohne Rückenschäden. Damit unterstützt dieses Hilfsmittel auch die Gesundheit der Mitarbeiter.
Fragen Sie uns nach individueller Konstruktion für Ihre Anforderungen.

Entspannvorrichtung
Die Vorrichtung dient dem Lösen von lackierten Türgriffen aus ihren Lackieraufnahmen.
Der manuelle Prozess erfolgt in folgender Schrittkette:
Nach dem Einsetzen der Lackieraufnahme betätigt der Bediener das Tasterventil und sammelt die ersten gelösten Bauteile vom Tisch auf. Anschließend wird der Tisch mittels Handauslösung heruntergedrückt, erneut das Tasterventil betätigt und die restlichen Bauteile aufgenommen. Zum Abschluss wird der Tisch per Handauslösung wieder hochgedrückt, um die leere Lackieraufnahme zu entnehmen.


Prägevorrichtung
Pharmabereich. Funktion der Maschine: Ein manuell eingelegtes Gewebe wird temperaturgeregelt heißgeprägt.


Fügen und Bördeln
Funktion der Maschine: zwei Kunststoff-Clipse werden von links und rechts auf einen Schlauch montiert, anschließend werden die Clipse kaltverformt.

Biege- und Prüfvorrichtung
Biege- und Prüfvorrichtung für Stromschienen. Funktion der Maschine: automatisches Stromschiene biegen in zwei Richtungen, anschließend Durchgangs- und Widerstandsprüfung. Bestückung manuell.

Karkassenvorrichtung
Dieses Montagehilfsmittel wurde entwickelt, um die Produktion von Karkassen und Gestellen effizienter und bedienerfreundlicher zu gestalten. Das System ermöglicht es dem Nutzer, den jeweiligen Bearbeitungsort individuell und ergonomisch auszurichten.
Durch die flexible Verstellung in Höhe und Winkel kann der Bediener das Bauteil präzise in die optimale Arbeitsposition bringen. Diese ergonomische Anpassung reduziert die körperliche Belastung deutlich, steigert die Montagequalität und sorgt für einen reibungslosen Workflow in der Fertigung.
Montageautomation

Sicherungshalter
An der ersten Station werden zunächst zwei Clips an einen Sockel montiert. Diese Baugruppe wird dann über einen Linearvibrationsförderer und anschließendem Handling einem kleinen Rundtakttisch zugeführt.
An der zweiten Station wird eine (zunächst geprüfte) Sicherung in eine Ausziehhilfe eingedrückt. Diese Baugruppe wird dann per Handling mit in Station 1 montierter Baugruppe gefügt.
An der dritten Station wird das Produkt dann ausgeschoben und schließlichmagaziniert.
In jedem Schritt sind also pneumatische Montage- und Handlingsbewegungen vorhanden.
Die Arbeitsinhalte pro Schritt sind sehr klein, da eine Taktzeit von 1,5 sec angestrebt/gefordert war.

Betätigungsgehäuse
Bei diesem Montageautomat stand die Effizienzsteigerung durch ein intelligentes Taktkonzept im Fokus, welches ein kontinuierlichen Workflow geschaffen hat:
Während der Bediener im linken Einlegenest die Montage durch das Zuführen eines Blechteils unterstützt, wird im rechten Nest parallel das fertige Bauteil zur Entnahme bereitgestellt.
Die Anlage vereint dabei folgende Technologien:
Schraubtechnik: Positionsgenaues Verschrauben mit automatischer Tiefenauswertung.
Fügetechnik: Kraftüberwachtes Verpressen von Blechkomponenten.
Prozessmedien: Automatisierte Applikation definierter Fetttropfen.
Zuführtechnik: Vollautomatische Bereitstellung und Vereinzelung der benötigten Einzelteile.
Dieses Zusammenspiel aus manueller Unterstützung und High-Tech-Automation garantiert eine maximale Prozesssicherheit bei gleichzeitig hoher Taktrate.

Laserschweißen
Laserschweißzelle für die Montage von zwei runden, flexiblen Werkstücken. Auf einem Rundtakttisch wird der Werkstückträger (WT) gegen den Niederhalter ausgehoben, Werkstückträger wird gedreht und somit Produkt umlaufend geschweißt. Sensible und hochleistungsfähige Kameraüberwachung mit automatisierter visueller Kontrolle der Schweißnaht über weitere Kamera und bei i.O. Beschriftung für Chargenkennung (o.ä.) mit einem weiteren Laser. Gut erkennbar auch die Absaugung für die Schweißdämpfe.

Doppelwickler
Funktion der Maschine: Schlauch wird direkt aus der Extrusionsanlage unterbrechungsfrei auf Spulen aufgewickelt. Die Spulen werden manuell gewechselt.

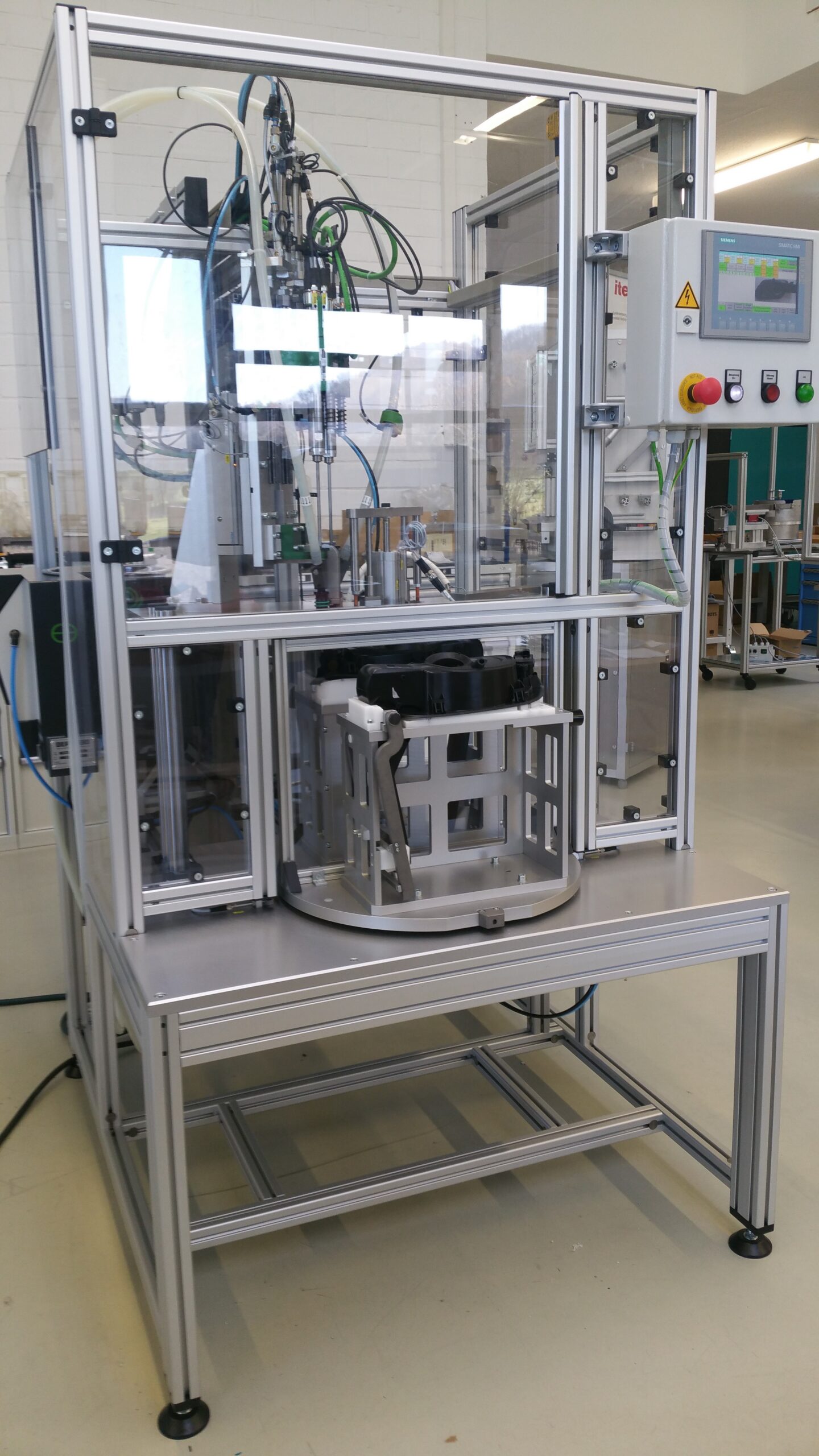
Rundtaktautomat
Funktion der Maschine: Montage, Kleben und Dichtigkeits- bzw. Durchflußprüfung von medizinischen Bauteilen.
Prüfautomation

Aufspannblock zur Vibrationserprobung
Individuell konstruierter und gebauter massiver Aufspannblock aus hochfestem Aluminium mit drei Vorrichtungen (nur zwei zu sehen) zur Vibrationserprobung von elektronischen Baugruppen. Vibrationsprüfstände finden Verwendung im Qualitätsmanagement von Automobil-Zulieferern und anderen Herstellern, deren Produkte Vibrationen ausgesetzt sind.
Fragen Sie uns nach Lösungen für Ihre Anforderungen bei der Prüfung von Teilen unter Vibration. Wir bauen auch ganze Prüfstände zum Dauertesten, z.B. unter besonderen Bedingungen wie Hitze und Kälte in Klimakammern oder im Reinraum.
Jetzt über Ihr Projekt sprechen
Wir hören zu, analysieren und zeigen realistische Lösungswege auf.